Блог
Сложные задачи металлообработки: от нарезки шестерен до электроэрозии
Сложные задачи металлообработки: от нарезки шестерен до электроэрозии
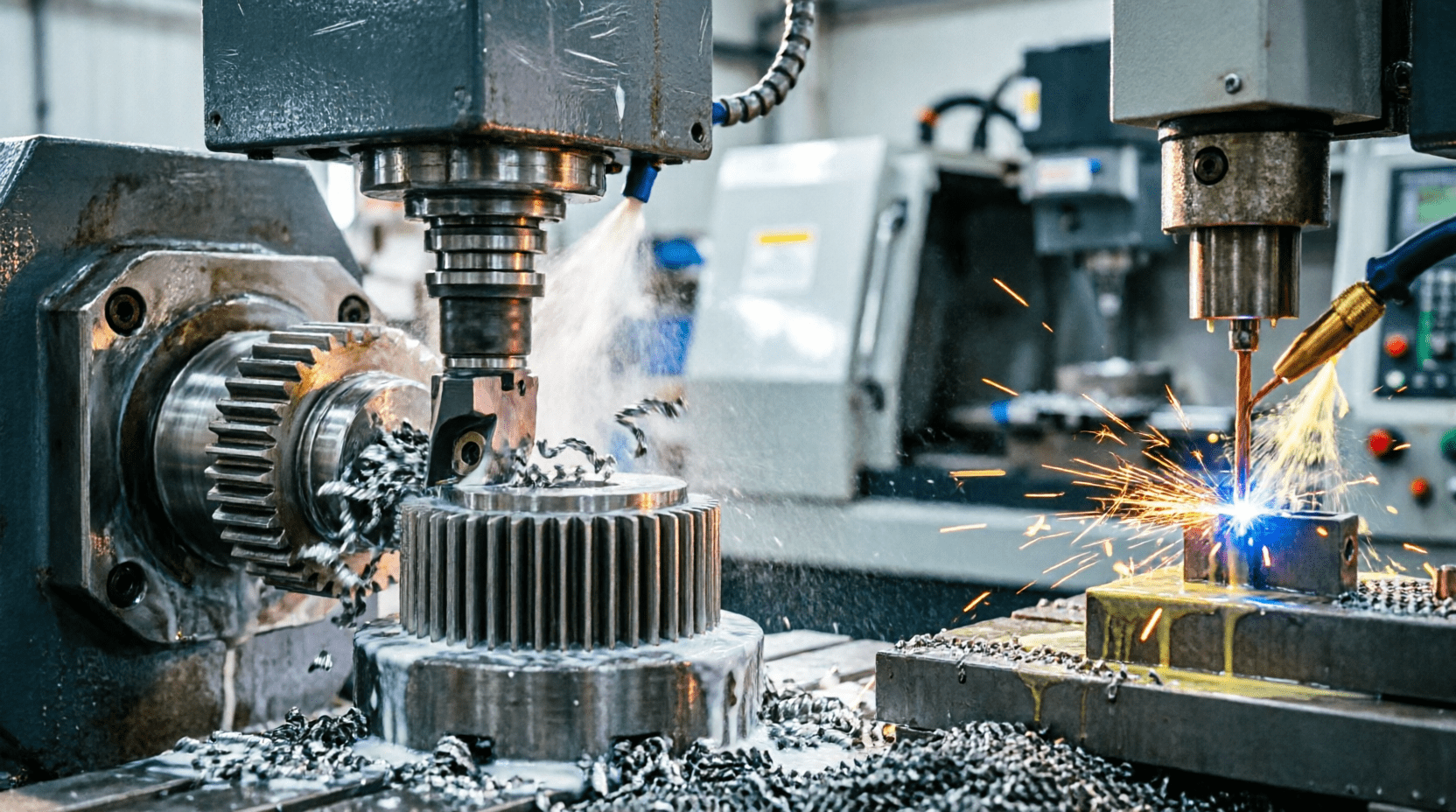
В современном производстве стандартные операции вроде сверления или простой токарной проточки — лишь верхушка айсберга. Когда речь заходит об авиастроении, инструментальной оснастке или производстве спецтехники, инженеры сталкиваются с задачами, где традиционный резец бессилен. Сложная металлообработка требует не только парка пятиосевых станков, но и понимания физики процессов на микроуровне.
Изготовление зубчатых передач: геометрия и точность
Нарезка шестерен — одна из самых ресурсоемких операций. Главная сложность здесь заключается в обеспечении идеального профиля зуба (эвольвенты), от которого зависит шумность узла, его нагрев и ресурс.
- Зубофрезерование: Классический метод с использованием червячных фрез. Современные станки с ЧПУ позволяют нарезать зубья с переменным модулем и сложной коррекцией профиля.
- Зубодолбление: Незаменимо при изготовлении внутренних венцов или блоков шестерен, где пространство для выхода инструмента ограничено.
- Шлифовка зубьев: Финишный этап для высоконагруженных передач. Она устраняет микродеформации, возникшие после закалки металла, обеспечивая точность до 4-5 квалитета.
Электроэрозионная обработка (EDM): когда металл слишком тверд
Как обработать закаленную сталь, титан или твердый сплав, не вызывая механических напряжений в детали? Ответ — электроэрозия. Метод основан на разрушении металла электрическими разрядами в диэлектрической среде.
Существует два основных направления:
- Проволочная резка (Wire EDM): Тонкая латунная проволока, как лобзик, вырезает контуры любой сложности. Точность позиционирования достигает нескольких микрон, а чистота поверхности позволяет исключить последующую шлифовку.
- Прошивная эрозия (Sinker EDM): Используется для создания глухих отверстий сложной формы (например, пресс-форм). Графитовый или медный электрод «вгрызается» в заготовку, копируя свою форму в металле.
Обработка труднообрабатываемых сплавов
Работа с нержавеющими сталями аустенитного класса, жаропрочными сплавами (Inconel) или титаном требует особого подхода к режимам резания:
- Контроль температуры: Низкая теплопроводность титана приводит к тому, что всё тепло уходит в резец, мгновенно разрушая его. Решение — подача СОЖ (смазочно-охлаждающей жидкости) под высоким давлением (до 70-100 бар) прямо в зону резания.
- Дробление стружки: Специфические сплавы склонны к образованию «сливной» стружки, которая может повредить деталь или инструмент. Мы используем специальную геометрию пластин и программируемые циклы дробления.
Фрезерование сложных поверхностей на 5-осевых центрах
Изготовление лопаток турбин, моноколес (блисков) или пресс-форм со сложной кривизной невозможно без одновременного перемещения инструмента по пяти осям (X, Y, Z + A, B).
Мнение эксперта: Главный риск в 5-осевой обработке — риск столкновения шпинделя с заготовкой. Поэтому 100% сложных программ проходят предварительную верификацию в CAM-системах и симуляторах, что исключает человеческий фактор и брак дорогостоящего материала.
Контроль качества: финальная стадия конвейера
Сложная обработка не имеет смысла без метрологического подтверждения. Каждая деталь, прошедшая через электроэрозию или зубонарезку, проверяется на координатно-измерительных машинах (КИМ). Это гарантирует, что фактическое изделие полностью соответствует цифровой 3D-модели.