Блог
Нарезка шлицов и токарная обработка: прецизионные решения для валов и втулок
Нарезка шлицов и токарная обработка: прецизионные решения для валов и втулок
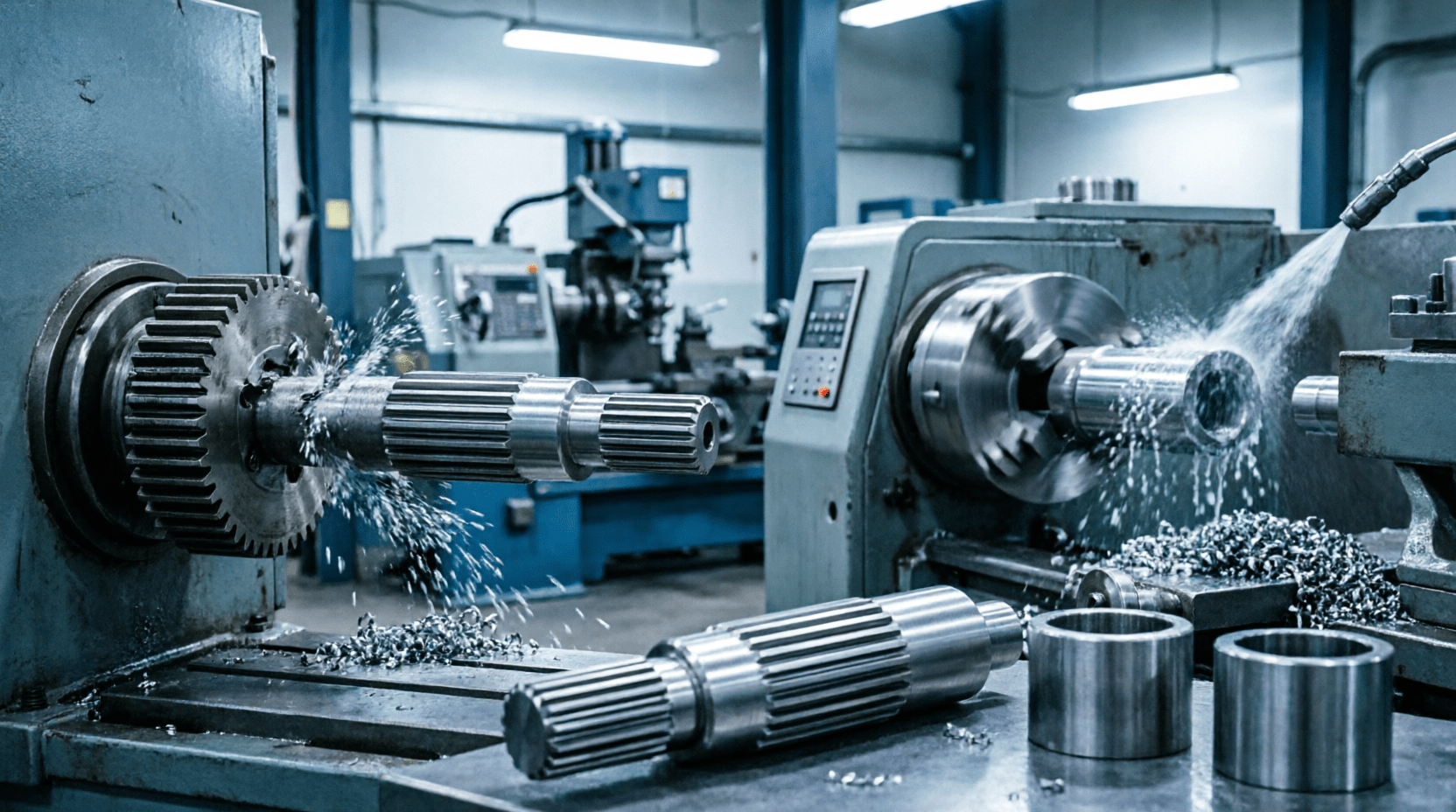
Валы и втулки являются фундаментом любого механизма передачи мощности. Однако передача высокого крутящего момента требует чего-то большего, чем просто плотная посадка. Прецизионная токарная обработка в сочетании с нарезкой шлицов позволяет создавать узлы, способные работать под экстремальными нагрузками с минимальным люфтом.
Токарная обработка валов: точность в каждом микроне
Изготовление вала начинается с токарной операции, но для ответственных узлов это не просто «снятие стружки». Основная задача здесь — обеспечить идеальную соосность всех поверхностей.
- Черновая и чистовая проточка: Мы используем современное оборудование с ЧПУ, которое позволяет выдерживать жесткие допуски по диаметру (до IT6–IT7).
- Контроль биения: Для длинных валов критически важна работа в центрах или с использованием люнетов. Это исключает прогиб детали под собственным весом и давлением резца, минимизируя радиальное биение.
- Подготовка под шлифовку: Если узел предполагает посадку подшипников, токарный этап завершается созданием припуска под последующее финишное шлифование.
Нарезка шлицов: виды и технологии
Шлицевое соединение значительно превосходит шпоночное по несущей способности и центрированию деталей. В зависимости от назначения узла, мы применяем различные типы шлицов:
- Прямобочные шлицы: Классическое решение, обеспечивающее высокую прочность. Часто применяются в грузовой технике и станкостроении.
- Эвольвентные шлицы: Имеют скругленный профиль зуба (по аналогии с шестернями). Они лучше распределяют нагрузку, обладают эффектом самоцентрирования и более устойчивы к усталостному разрушению.
- Треугольные шлицы: Обычно используются для неподвижных соединений с мелкими зубьями, где требуется передача небольшого момента при компактных габаритах.
Методы изготовления шлицевых соединений
Выбор метода зависит от конфигурации детали и требуемой точности:
- Метод обкатки (червячное фрезерование): Самый производительный способ для наружных шлицов на валах. Позволяет получить высокую точность профиля за один проход.
- Долбление: Применяется для нарезки шлицов во втулках (внутренние шлицы) или на валах с буртами, где выход фрезы невозможен.
- Протягивание: Высокоточный метод для серийного производства внутренних шлицевых отверстий. Специальный инструмент — протяжка — за один ход формирует полный профиль всех шлицов.
Технические требования: допуски и посадки
Прецизионная обработка невозможна без соблюдения квалитетов точности. При производстве валов и втулок мы ориентируемся на:
- Шероховатость поверхности (Ra): Для посадочных мест под подшипники и манжеты показатель должен составлять не более 0,63–1,25 мкм.
- Термическая обработка: Большинство шлицевых валов проходят объемную закалку или ТВЧ (токи высокой частоты). Это повышает твердость поверхностного слоя до 50–60 HRC, сохраняя вязкую сердцевину для сопротивления ударным нагрузкам.
Почему важна комплексная обработка на одном предприятии?
Изготовление вала и ответной втулки в рамках одного технологического цикла позволяет провести «контрольную сборку» и обеспечить идеальное сопряжение. Это исключает риск того, что вал из одной партии не войдет во втулку из другой из-за накопленной погрешности допусков.